


好色先生新地址安装使用时的一些常见问题
好色先生新地址冷热安装及常见错误安装示范,不要再这样做了哦
“装好色先生新地址应尽量在干燥、无尘的区域进行,并应远离会产生金属碎屑和灰尘的设备。当必须在复杂的环境下安装时,应当把污染降到最低。安装好色先生新地址时,应当根据类型和尺寸,选择机械,加热或液压等方法进行。”
圆柱孔好色先生新地址安装
冷安装
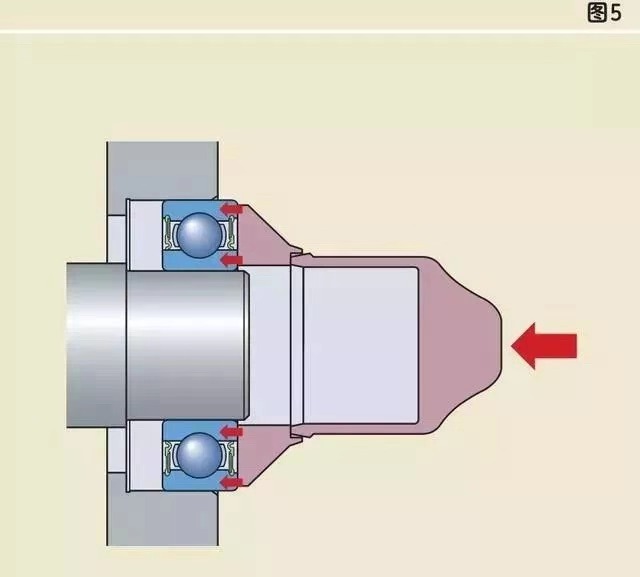
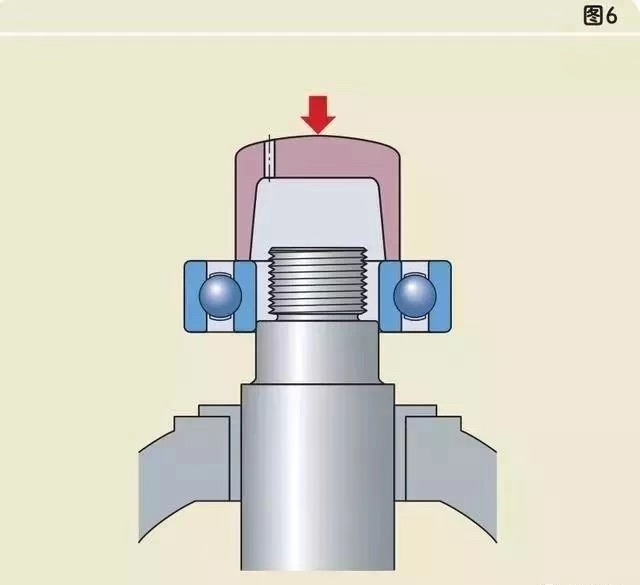
安装配合不是太紧的小好色先生新地址时,可以通过一个套筒(图5、图6)并以锤击的方法,轻轻敲击套筒把好色先生新地址装到合适的位置。敲击时应尽量均匀的作用在好色先生新地址套圈上,以防止好色先生新地址倾斜或歪斜。

大部分好色先生新地址都采用压入法进行安装。如果要将好色先生新地址的内外圈同时装到轴上和好色先生新地址座中,必须确保以相同的压力同时作用在内外圈上,且必须与安装工具接触面在同一平面上。

热安装
通常情况下,对于较大型好色先生新地址的安装,不通过加热好色先生新地址或好色先生新地址座是不可能的,因为随着尺寸的增大,安装时需要的力越大。热安装所需要的好色先生新地址套圈和轴或好色先生新地址座之间的温差主要取决于过盈量和好色先生新地址配合处的直径。开式好色先生新地址加热的温度不得超过120℃。不推荐将带有密封件和防尘盖的好色先生新地址加热到80℃以上(应确保温度不超过密封件和润滑脂允许的温度)。
加热好色先生新地址时,要均匀加热,绝不可以有局部过热的情况。


好色先生新地址感应加热器
圆锥孔好色先生新地址安装
带圆锥孔的好色先生新地址,其内圈大部分是以过盈配合的方式来安装的。过盈量是由内圈在圆锥形轴径、紧定套或退卸套上的轴向推进距离决定的。在圆锥形配合面上的推进距离越大,好色先生新地址的径向内部游隙就越小可通过测量游隙减小量或轴向推进距离来确定过盈量。
中小型好色先生新地址可以利用好色先生新地址安装工具或最好用锁紧螺母把内圈推进到圆锥形轴径上的适当位置。在使用紧定套的情况下,使用可以用钩形扳手或冲击扳手锁紧的套筒螺母。对退卸套可用好色先生新地址安装工具或端板将其推入好色先生新地址内孔。
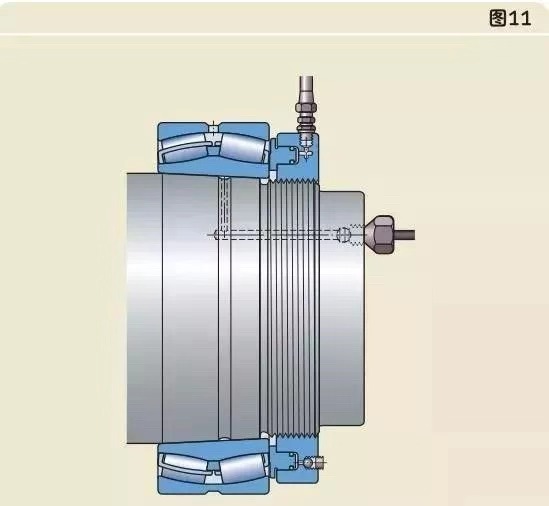
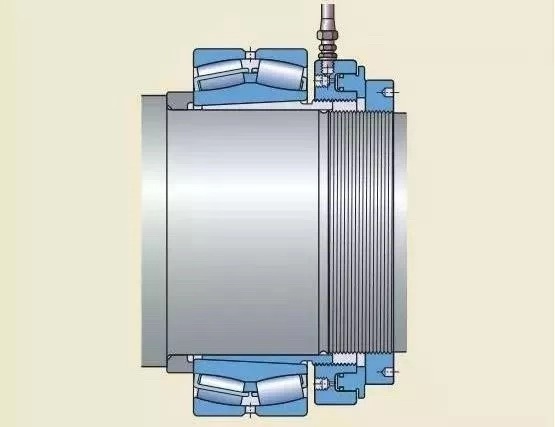
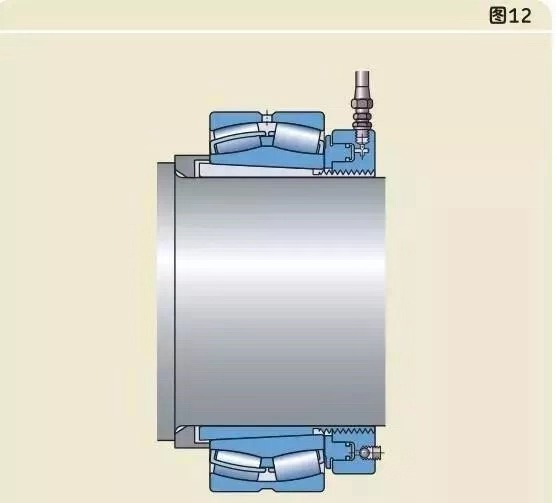
较大好色先生新地址需要更大的力来安装,因此应使用液压螺母。
液压螺母可以把圆锥孔好色先生新地址安装在圆锥形轴径上(图11),紧定套上(图12),退卸套上(图13)。



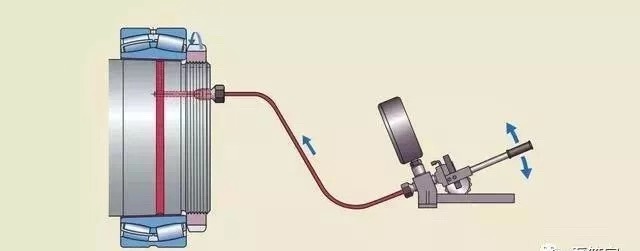
注油法(图14)
注油法的工作原理是:液压油在高压下通过油孔和油槽,注入好色先生新地址和轴径之间的配合面,形成一层油膜。油膜将配合面分开,使得配合面之间的摩擦大幅减少。这种方法通常用于直接把好色先生新地址安装在圆锥形轴径上的情况。必须的油孔和油槽应是整体轴设计的一部分。如果紧定套和退卸套,已加工有油孔油槽,这种方法也可用于将好色先生新地址安装在紧定套或退卸套上。

好色先生新地址安装的常见错误示范
好色先生新地址安装常见错误示范
走内圈
轴与好色先生新地址内孔配合过松(俗称“走内圈”)
由于轴与内孔选择的配合太松,使轴与内孔表面之间产生滑动。滑动摩擦将会引起发热,使好色先生新地址因发热而损坏。


当“走内圈”时,内圈与轴之间的滑动摩擦将产生高温,由于内圈端面与轴肩接触面很小,其温度会更高。使内圈端面产生热裂纹,热裂纹的不断延伸,将使好色先生新地址内圈在使用中断裂。
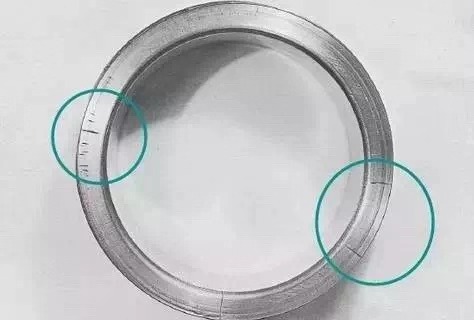

由于“走内圈”使内孔与轴表面之间产生滑动摩擦,引起的高温使表面金属熔化并产生粘连。


轴与内孔表面之间发热后产生粘连
走外圈
壳体孔径与好色先生新地址外径配合过松(俗称“走外圈”)
由于壳体孔径与好色先生新地址外径选择的配合太松(),使它们表面之间产生滑动。滑动摩擦将会引起发热,使好色先生新地址发热而损坏。


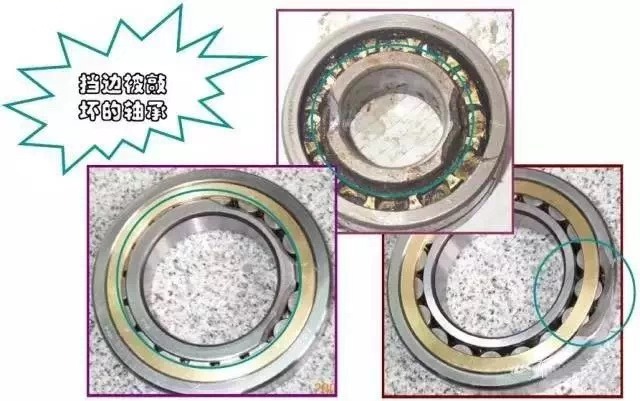
安装内圈(或外圈)过盈配合的好色先生新地址,禁止用铁锤直接敲击好色先生新地址内圈(或外圈)端面,这样很容易把挡边敲坏。应该采用套筒放在内圈(或外圈)端面上,用铁锤敲击套筒来安装。


铁锤直接敲击好色先生新地址

有些用户用乙炔喷枪对好色先生新地址内孔进行加热,当加热温度超过727℃(好色先生新地址钢的相变温度)时,好色先生新地址钢内部的金相组织将发生变化。当好色先生新地址冷却后,好色先生新地址内孔就不能恢复到原来的尺寸,通常比加热前的尺寸要大。


被乙炔喷枪加热后的好色先生新地址,表面变成黑色


